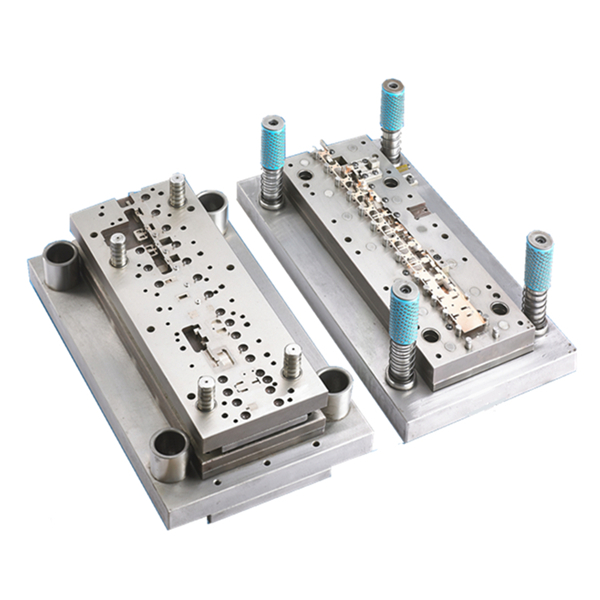
Presisjons progressiv stempling


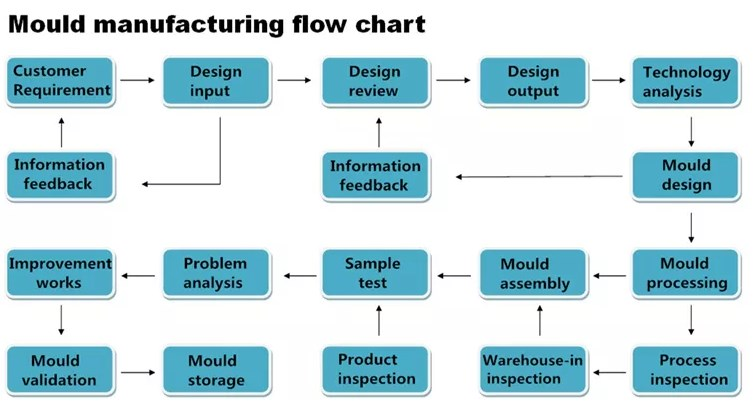
Vanligvis refererer stempling til en enkelt operasjon der en del av en del dannes på en maskin og deretter overføres til en annen maskin eller gruppe av maskiner.Denne prosessen krever at flere former installeres på flere enheter.Etterbehandling og støping er separate operasjoner som utføres etter at deler har passert gjennom ulike maskiner.Kontinuerlig stempling eliminerer behovet for flere maskiner for å utføre flere funksjoner og behandle arbeidsstykker i et sett med operasjoner.En rullet metallstrimmel utvides til en enkelt støpemaskin med flere stasjoner, som utfører sine respektive funksjoner.Hver stasjon legger til tidligere utført arbeid, noe som resulterer i en fullført del.
Progressiv stempling forenkler produksjonen av komplekse og komplekse deler, forkorter produksjonstiden og forbedrer effektiviteten.Siden delen fortsatt er koblet til metallrullen, må bevegelsen justeres nøyaktig.Den første stasjonen skiller de produserte delene fra resten av metallet.Kontinuerlige stemplingsdyser er ideelle for langdistansestempling fordi de har lengre levetid og ikke forårsaker skade på grunn av stemplingsprosessen.Som flere stemplingsprosesser er progressiv stempling repeterbar.Hver stasjon utfører en annen skjæring, bøyning eller stempling for gradvis å oppnå ønsket sluttform og design.Hastigheten på progressiv formstøping er rask, og avfallsproduktet er mindre.
| Produktnavn | Presisjonsstempling |
| Materiale | SKD11, SKD 61, Cr12 MOV ect |
| Design programvare | Auto CAD, PRO/E, Solid works, UG(NX), Cimatron |
| Standard | ISO9001-2015 |
| Mugg type | Stansing av progressiv form |
| Overflatebehandling | Forsinket, nikkelbelagt, tinnbelagt, messingbelagt, sølvbelagt, gullbelagt ect. |
| Stjenestetid | 5 000 000-10 000 000 |
| Brukt | strømbryter, veggbryter og stikkontakt, stikkontakt, AC-kontaktor og auto ect |
| Pakking | trekasse for Die/mold, eller som kundens krav |
| Produkttoleranse | GB-T15055 eller ISO2678 |